JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Niveliranje lima kritičan je korak u modernoj proizvodnji metala. Prije nego bilo koji postupak rezanja, savijanja, zavarivanja ili štancanja može dati dosljedne rezultate, sirovina mora biti istinski ravna - ne samo vizualno ravna, već bez naprezanja i dimenzionalno stabilna. Odabir pogrešne metode izravnavanja dovodi do odbačenih dijelova, prerade i kvarova u daljnjem procesu. Ovaj vodič pokriva sve glavne metode izravnavanja lima, objašnjava fiziku koja stoji iza svake i daje vam praktičan okvir za odabir pravog pristupa na temelju vaših zahtjeva za materijalom, volumenom i preciznošću.
Zašto lim zahtijeva niveliranje
Lim napušta mlin u kolutu. Tijekom namotavanja, vanjska se površina rasteže dok se unutarnja sabija, zadržavajući suprotna naprezanja u strukturi zrna materijala. Kada servisni centri odmotaju, izravnaju i izrežu lim na željenu duljinu, ta opterećenja ne nestaju u potpunosti - ostaju zarobljena unutar nečega što izgleda kao ravni komad metala.
Problem postaje vidljiv u trenutku kada se primijeni postupak termičkog rezanja poput laserskog ili plazma rezanja. Toplina oslobađa zaključana naprezanja, a dijelovi se deformiraju, savijaju ili razvijaju rubne i središnje valove. Ista se distorzija javlja nakon probijanja ili finog izrezivanja. Čak i mehanički izrezani dijelovi pokazuju zaostalo naprezanje koje narušava geometriju tijekom naknadnog oblikovanja ili zavarivanja.
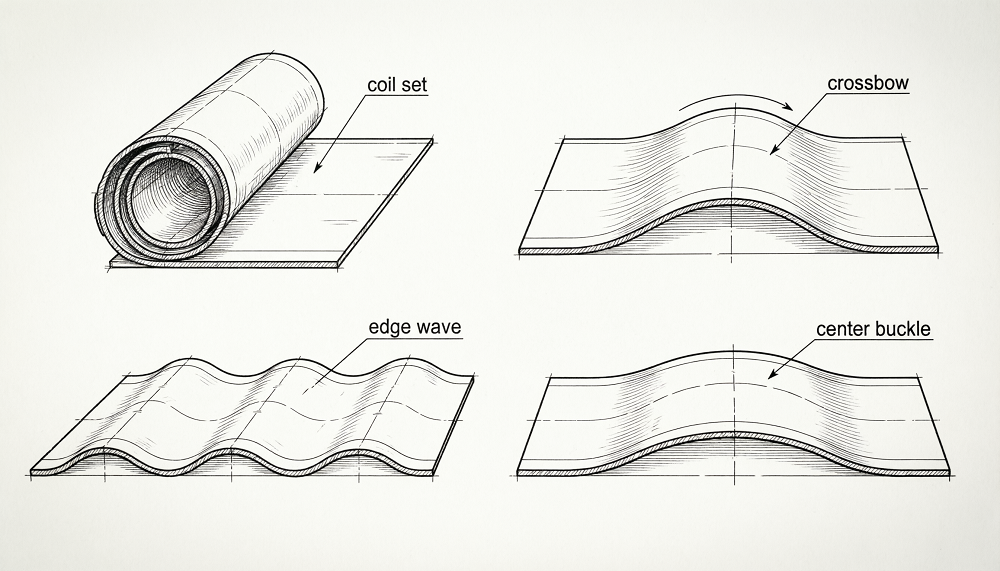
Uobičajeni nedostaci ravnosti koje izravnavanje mora riješiti uključuju:
- Set zavojnica: uzdužni luk koji prati smjer namotavanja, najjače prema jezgri svitka.
- samostrel: poprečni luk okomit na smjer kotrljanja, sa središtem podignutim iznad rubova.
- Rubni val: valoviti rubovi uzrokovani tlačnim naprezanjem u rubnim zonama u odnosu na središte.
- Središnja kopča: lokalizirano izvijanje u sredini lista gdje je središte dulje od rubova.
- Twist: dijagonalno izobličenje preko površine dijela, često uvedeno tijekom asimetričnog rezanja ili rukovanja.
Svaki tip defekta ima drugačiji profil naprezanja i stoga različito reagira na svaku metodu izravnavanja. Razumijevanje standardi ravnosti lima prije odabira postupka niveliranja omogućuje vam definiranje mjerljivog kriterija prihvaćanja i izbjegavanje sporova pri puštanju u rad.
Niveliranje čekićem i plamenom
Niveliranje čekićem je najstarija metoda niveliranja lima i danas se koristi za specifične situacije u kojima je strojno niveliranje nepraktično. Iskusni operater udara čekićem po limu u namjernom uzorku, rastežući komprimirane zone i ublažavajući lokalne koncentracije naprezanja. Niveliranje plamena radi na sličnom principu: plamenik zagrijava lokalizirano područje, uzrokujući toplinsko širenje; kako se zona hladi i skuplja, ona povlači okolni materijal prema zagrijanoj točki, ispravljajući lokalno savijanje.
Obje metode zahtijevaju značajnu vještinu. Rezultati izravno ovise o sposobnosti operatera da pročita dio, procijeni raspodjelu naprezanja i primijeni pravu energiju u pravom slijedu. Ne postoje dva operatora koja daju identične rezultate i niti jedan pojedinačni dio ne može se reproducirati sa sigurnošću. Za izravnavanje jednog komada može biti potrebno od 30 minuta do nekoliko sati, ovisno o težini izobličenja i složenosti dijela.

Kada izravnavanje čekićem i plamenom ima smisla
- Već sastavljene strukture ili zavareni spojevi koji ne mogu proći kroz stroj s valjcima.
- Vrlo male količine proizvodnje gdje trošak postavljanja stroja nije opravdan.
- Prilagođeni ili nepravilni dijelovi koje strojne vodilice ne mogu primiti.
- Korekcija gotovih komponenti na licu mjesta gdje je tolerancija dimenzija umjerena.
Za proizvodna okruženja gdje su propusnost, ponovljivost ili tolerancije precizne ravnosti važni, izravnavanje čekićem i plamenom nije prikladno. Ljudski faktor onemogućuje jamčenje dosljednih rezultata u cijeloj seriji.
Preša i ravnanje Izravnavanje preše
Preša za ravnanje podupire list ili ploču u dvije točke i primjenjuje matricu za oblikovanje kako bi pritisnula materijal ravno između tih potpornih točaka. Proces cilja na određena mjesta na dijelu gdje je distorzija koncentrirana. Tipično je potrebno više ciklusa prešanja prije nego što dio postigne prihvatljivu ravnost, budući da svaki hod prešanja ispravlja jedno područje dok potencijalno stvara stres u susjednim zonama.
Neki proizvođači koriste kočnice za preše kao improvizirane ravnalice, što je održivo za ispravljanje jedne vidljive deformacije, ali ne rješava raspodijeljeno unutarnje naprezanje. Namjenska preša za ravnanje pruža bolju kontrolu od preše prenamijenjene za ravnanje, ali još uvijek ne može usporediti propusnost ili dubinu rasterećenja sustava koji se temelji na valjcima.
Poravnavanje jednog komada na preši za ravnanje obično traje do 60 minuta i zahtijeva vještog stručnjaka za tumačenje ponašanja dijela između poteza. Metoda postaje praktičnija za ploče deblje od 50 mm, gdje valjcima za izravnavanje može nedostajati mehanički kapacitet, te za proizvodnju malih količina gdje ulaganje u stroj nije opravdano.
Ograničenja koja treba uzeti u obzir
- Ne može se riješiti raspodijeljeno unutarnje naprezanje — samo vidljivi geometrijski defekti na diskretnim točkama.
- Rizik od opruge zahtijeva ponovljene cikluse prešanja i produljena vremena ciklusa.
- Uvelike se oslanja na prosudbu operatera, čineći ponovljivost između operatera promjenjivom.
- Nije prikladno za tanke limove — visoka koncentracija lokalnog opterećenja riskira oštećenje površine ili trajne tragove.
Niveliranje valjkom: od jednostavnih ispravljača do preciznih sustava
Niveliranje valjkom je najraširenija metoda industrijskog niveliranja lima. Lim prolazi kroz niz raspoređenih valjaka koji ga podvrgavaju naizmjeničnim savijanjima progresivno opadajuće amplitude. Ova ponovljena elastično-plastična deformacija preraspodjeljuje unutarnja naprezanja po poprečnom presjeku i tjera materijal prema jednoličnom ravnom stanju bez naprezanja.
Osnovna fizika slijedi opadajući sinusni val: ulazni kraj primjenjuje najveći pomak savijanja, a svaki sljedeći par valjaka smanjuje pomak sve dok materijal ne izađe u stanju gotovo neutralnog naprezanja. Učinkovitost procesa ovisi o tri međusobno povezane varijable: promjer valjka, korak valjka (razmak od središta do središta) i dubina utiskivanja (penetracija) .
Jednostavni valjkasti izravnači (ravnalice)
Jednostavni uređaji za ravnanje kose koriste najmanje sedam valjaka s relativno velikim promjerom i velikim razmakom. Obrađuju deblje ploče i ograničen raspon debljina. Budući da valjci nisu aktivno poduprti protiv otklona pod opterećenjem, oni se savijaju pod pritiskom, stvarajući neravnomjerno savijanje po širini lista. Rezultati ravnosti su prikladni za opću konstrukcijsku primjenu, ali nedovoljni za preciznu proizvodnju. Često su potrebni višestruki prolasci kroz stroj, a proces još uvijek ovisi o iskustvu operatera da pravilno postavi valjke.
Precizni niveliri s više valjaka
Precizni niveliri dodaju srednje i potporne valjke iza radnih valjaka kako bi se spriječilo savijanje pod opterećenjem. To omogućuje manje promjere radnih valjaka i manji korak, što povećava broj ciklusa savijanja po jedinici duljine lista i poboljšava sposobnost stroja da ispravi kratkovalne nedostatke kao što su rubni valovi i središnje kopče. Precizni sustavi mogu postići vrijednosti ravnosti od 0,1 mm/m ili bolje — zahtjev za oštrice pile, komponente za precizno utiskivanje i sklopove limova s finom tolerancijom.
U usporedbi s ručnim metodama, izravnavanje valjkom dramatično skraćuje vrijeme ciklusa. Dio koji zahtijeva 10 minuta ručnog ravnanja prešama ili čekićem može se obraditi za manje od jedne minute na preciznoj ravnalici s valjcima, što dovodi do mjerljivog smanjenja troškova u operacijama velikog volumena.
Stroj za valjanje (sustavi s tri valjka)
Najjednostavnija konfiguracija na bazi valjaka koristi tri ofsetna valjka. Lim se savija oko valjaka dok prolazi kroz njih, a postupak se ponavlja dok ravnost ne postane prihvatljiva. Ovaj pristup je učinkovit samo za dijelove s jednostavnim, ravnomjernim greškama ravnosti. Ne rješava unutarnji stres i zahtijeva višestruka ponavljanja za bilo koji materijal sa značajnim izobličenjem. Najprikladniji je za radionice koje se bave lakim korekcijama savijanja pri niskoj glasnoći.
Niveliranje napetosti
Vlačno izravnavanje rasteže lim uzdužno povlačenjem između dva zatezna koluta sve dok primijenjeno naprezanje ne premaši granicu tečenja materijala. Kako se ploča ravnomjerno popušta po svom poprečnom presjeku, razlika naprezanja između prethodno komprimiranih i zategnutih zona se urušava, a materijal izlazi u ravnom stanju s niskim zaostalim naprezanjem.
Mnogi industrijski sustavi za niveliranje napetosti kombiniraju valjkasto savijanje sa zatezanjem u hibridnom pristupu: lim prvo prolazi kroz valjke za savijanje kako bi se preraspodijelio bruto naprezanje, zatim se podvrgava zatezanju kako bi se postigla konačna ravnost i ujednačenost debljine. Ova kombinacija je posebno učinkovita za čelike visoke čvrstoće i vrlo tanke materijale gdje se sustavi samo s valjcima bore za primjenu dovoljnog savijanja bez oštećenja površinskog kontakta.
Najbolje primjene za izravnavanje napetosti
- Vrlo tanki lim i folija gdje mali promjeri valjka još uvijek označavaju površinu.
- Vrste čelika visoke čvrstoće s omjerima popuštanja i rastezanja blizu 1,0, koje je teško savijati bez pretjeranog naprezanja.
- Linije za obradu zavojnica gdje materijal radi kontinuirano i kontrola napetosti već je dio arhitekture linije.
- Primjene gdje je ravnomjernost debljine po širini kritična kao i ravnost.
Nedostatak je složenost i kapitalni trošak. Niveliranje napetosti zahtijeva preciznu kontrolu zateznih kotura i pažljivu kalibraciju kako bi se izbjeglo unošenje novog uzdužnog naprezanja zbog neravnomjernog povlačenja. Manje je praktičan za izravnavanje dijela po dio nakon rezanja i prvenstveno se koristi u okruženjima za obradu zavojnica.
Niveliranje vrućim valjanjem i hladnim valjanjem
Niveliranje hladnim valjanjem prolazi lim kroz valjke na ili blizu sobne temperature, primjenom visokog pritiska koji plastično deformira materijal. Ova metoda ne samo da ispravlja ravnost, već poboljšava završnu obradu površine i povećava mehanička svojstva — tvrdoća i rastezna čvrstoća rastu zbog otvrdnjavanja. Prikladno je kada je kvaliteta površine primarni zahtjev, kao što su praznine za automobilske ploče ili supstrate za precizno inženjerstvo. Ograničenje je da je hladno valjanje ograničeno na tanje debljine; vrlo debele ploče zahtijevaju prekomjernu silu, a učinak otvrdnjavanja može smanjiti duktilnost do točke u kojoj utječe na daljnje oblikovanje.
Poravnavanje vrućim valjanjem zagrijava lim iznad temperature rekristalizacije prije prolaska kroz valjke za izravnavanje. Povišena temperatura smanjuje granicu tečenja i povećava duktilnost, zbog čega se debele ploče puno lakše deformiraju. Toplina također ubrzava oslobađanje od stresa. Ovaj pristup je standardan u primarnoj obradi čelika i proizvodnji limova za brodogradnju. Trošak energije za grijanje primarni je operativni nedostatak, a toplinska obrada može promijeniti mikrostrukturu materijala na načine koji zahtijevaju provjeru nakon procesa za aplikacije osjetljive na specifikacije.
Hidrauličko precizno niveliranje: moderni industrijski standard
Hidrauličko precizno niveliranje predstavlja trenutno stanje tehnike u niveliranju limova za proizvodna okruženja. Za razliku od mehaničkih ravnalica s valjcima gdje se sila pritiska fiksira podešavanjem vijka, a hidraulični stroj za izravnavanje koristi hidrauličke cilindre zatvorene petlje za dinamičku kontrolu sile pritiskanja i razmaka valjaka po cijeloj širini lima. To omogućuje sustavu da održi dosljednu energiju savijanja čak i ako debljina materijala, granica razvlačenja ili temperatura variraju unutar proizvodne serije.

Princip rada ostaje naizmjenično elastično-plastično savijanje, ali preciznost hidrauličkog pogona otključava mogućnosti s kojima se mehanički sustavi ne mogu mjeriti:
- Širok raspon materijala: hidraulički sustavi mogu obraditi materijale od ultratanke bakrene folije debljine 0,1 mm do ploča od posebne legure debljine 60 mm unutar jedne obitelji strojeva, prebacujući se između njih putem pohranjenih recepata.
- Aktivna kontrola krunice: potporni valjci iza radnih valjaka hidraulički se podešavaju zonu po zonu, kompenzirajući otklon valjka pod opterećenjem i osiguravajući dosljedno savijanje preko širokih limova — kritično za istovremeno uklanjanje rubnih valova i središnjih kopča.
- Ponovljiva operacija temeljena na receptu: parametri specifični za materijal (sila, prodiranje, brzina) pohranjuju se i pozivaju automatski, eliminirajući varijacije postavki koje ovise o operateru kroz smjene.
- Rukovanje perforiranim i toplinski obrađenim materijalom: napredna kontrola pritiska valjka zonu po zonu omogućuje selektivno izduživanje po širini, što omogućuje izravnavanje materijala koji pobjeđuju jednostavnije sustave — perforirane ploče, naknadno toplinski obrađene praznine i ploče visoke vlačne čvrstoće.
Ključna razlika između dizajna hidrauličkog nivelira leži u upravljačkoj arhitekturi. Sama kontrola hidrauličkog tlaka nije ekvivalentna kontroli zatvorene petlje položaja valjka ili sile cilindra. Povratna informacija o položaju i sili — putem linearnih ljestvica i mjernih ćelija — ono je što omogućuje svakodnevnu ponovljivost u odnosu na pomicanje temperature ulja, varijaciju odziva ventila i postupno trošenje komponenti. Strojevi koji se oslanjaju samo na kontrolu tlaka dat će dosljedne rezultate samo unutar uskog radnog opsega.
Za masovne proizvodne operacije u automobilskim komponentama, preciznim limovima, dijelovima dizala, oštricama pila i kućištima elektronike, hidrauličko precizno niveliranje je metoda koja jamči ravnost na razini proizvodnje dostižnom i provjerljivom. Istražite cijeli asortiman industrijske primjene gdje precizno niveliranje donosi mjerljivo poboljšanje procesa.
Niveliranje nosila
Niveliranje rastezača koristi hidrauličke stezaljke za hvatanje ploče na oba kraja i povlačenje u više smjerova istovremeno dok se unutarnja naprezanja ne izjednače kroz ravnomjerno popuštanje preko cijelog poprečnog presjeka. Za razliku od izravnavanja napetosti u linijama za obradu zavojnica, izravnavanje rastezača radi na pojedinačnim listovima ili pločama i dizajnirano je za materijale kod kojih i uzdužni i poprečni gradijenti naprezanja trebaju korekciju u jednoj operaciji.
Metoda postiže izvrsnu ravnost i smanjenje zaostalog naprezanja, ali je sporija od kontinuiranog valjkastog ili zateznog niveliranja i najprikladnija je za visokovrijedne primjene s malim volumenom kao što su zrakoplovne ploče, debele strukturne praznine ili limovi od specijalnih legura gdje cijena dijela opravdava dulje vrijeme ciklusa. Zahtijeva pažljivo kalibriranje: nedovoljno rastezanje ostavlja zaostalo naprezanje; prekomjerno istezanje trajno mijenja dimenzije i mehanička svojstva.
Kako odabrati pravu metodu izravnavanja lima
Ispravna metoda izravnavanja određena je kombinacijom svojstava materijala, obujma proizvodnje, zahtjeva ravnosti i geometrije dijela. Sljedeća tablica sažima ključne kriterije odabira za sve glavne metode.
| metoda | Raspon debljine | Prikladnost volumena | Kvaliteta ravnosti | Ublažavanje stresa | Tipični slučaj upotrebe |
|---|---|---|---|---|---|
| Čekić / plamen | Bilo koje | 1-5 komada | Niska / promjenjiva | Djelomično (samo lokalno) | Varovi, popravak na licu mjesta |
| Preša za ravnanje | > 50 mm tipično | Mala serija | Umjereno | Djelomično (ispravak bodova) | Debela ploča, vidljiva deformacija |
| Jednostavan valjak za izravnavanje | Srednje debeo | srednje | Umjereno | ograničeno | Opća konstrukcijska ploča |
| Precizni valjak za izravnavanje | Tanko-srednje | visoko | visoko (≤ 0.5 mm/m) | dobro | Štancanje, lasersko rezanje priprema |
| Niveliranje napetosti | Vrlo tanak – visoka čvrstoća | visoko (coil line) | Vrlo visoko | Izvrsno | AHSS, folija, obrada namotaja |
| Niveliranje hladnog valjanja | Tanak | visoko | Vrlo visoko | dobro | Paneli karoserije automobila, precizni dijelovi |
| Niveliranje vrućim valjanjem | Debela ploča | visoko (mill-scale) | Umjereno–high | dobro | Konstrukcijski čelik, ploča za brodogradnju |
| Hidrauličko precizno niveliranje | 0,1 mm – 60 mm | visoko | Vrlo visoko (≤ 0.1 mm/m) | Izvrsno | Precizna proizvodnja, proizvodnja mješovitih materijala |
| Niveliranje nosila | Srednje debeo | Nisko–srednje | Vrlo visoko | Izvrsno | Zrakoplovna ploča, specijalne legure |
Praktična logika odabira
Počnite sa svojim materijalom. Ako obrađujete širok raspon legura i debljina u jednom objektu, hidrauličko precizno izravnavanje jedina je metoda koja obrađuje cijeli spektar uz dosljednost temeljenu na recepturi. Ako je vaš rad ograničen na jednu familiju materijala pri velikoj količini, precizni ravnač s valjcima optimiziran za taj prozor može biti isplativiji. Za vrlo tanku foliju ili napredni čelik visoke čvrstoće u kontinuiranoj liniji svitaka, izravnavanje napetosti daje najujednačenije rezultate. Za povremene korekcije debelih ploča ili preradu zavara, preša ili preša za ravnanje ostaje praktičan izbor.
Zatim razmotrite svoje nizvodne procese. Ako će izravnana ploča biti rezana laserom, razina zaostalog naprezanja nakon izravnavanja važna je jednako kao i geometrijska ravnost — toplinsko rezanje će osloboditi sav preostali stres. Ako će biti precizno utisnut ili oblikovan, ravnomjernost ravnomjernosti po širini je dominantan zahtjev. Definiranje nizvodne osjetljivosti prije odabira metode osigurava da korak izravnavanja zapravo rješava problem, a ne samo da ga pomiče.
Za dublju usporedbu tehnika i konfiguracija opreme, vodič na tehnike izravnavanja metala pokriva dodatne detalje na razini alata za svaki pristup.
Integracija niveliranja u kompletnu proizvodnu liniju
U modernoj proizvodnji limova, izravnavanje rijetko djeluje kao izolirani korak. Najveći povrat ulaganja u ravnanje dolazi kada je stroj za ravnanje integriran u povezanu proizvodnu liniju — povezan s uređajem za odmotavanje uzvodno, sustavom za rezanje ili utiskivanje nizvodno i središnjim podatkovnim sustavom koji bilježi parametre materijala, postavke sile i rezultate ravnosti radi sljedivosti.
Rukovanje materijalom temeljeno na recepturi je praktičan mehanizam: kada se ID materijala promijeni, program izravnavanja se automatski mijenja, eliminirajući vrijeme ručnog podešavanja i rizik pokretanja pogrešnih parametara na novoj leguri ili debljini. Povratne informacije o inspekciji nizvodno — gdje se rezultat mjerenja ravnosti koristi za preciziranje sljedećeg ciklusa niveliranja — zatvaraju petlju i omogućuju kontinuirano poboljšanje bez intervencije operatera.
Bez obzira na odabranu metodu izravnavanja, cjelovitost površine mora se pratiti zajedno s ravnošću. Označavanje valjkom, preuzimanje od kontaminiranih valjaka i mikro-ogrebotine na osjetljivim legurama kao što su aluminij ili bakar uzroci su odbacivanja koji se pojavljuju nakon izravnavanja, a ne tijekom njega. Disciplina održavanja — čišćenje valjaka, čistoća ulja, kalibracija senzora i periodična provjera geometrije — radna je praksa koja održava rezultate niveliranja dosljednima tijekom vremena.
Za proizvođače koji procjenjuju hidraulička precizna rješenja za niveliranje za integraciju u svoje proizvodne linije, pregled primjene pruža smjernice za konfiguraciju prema industriji i vrsti materijala.