JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Proizvođači hidrauličkih strojeva za ravnanje
-


Hidraulički servo stroj za precizno niveliranje serije 30
-

Teški hidraulički precizni stroj za niveliranje serije 40
-
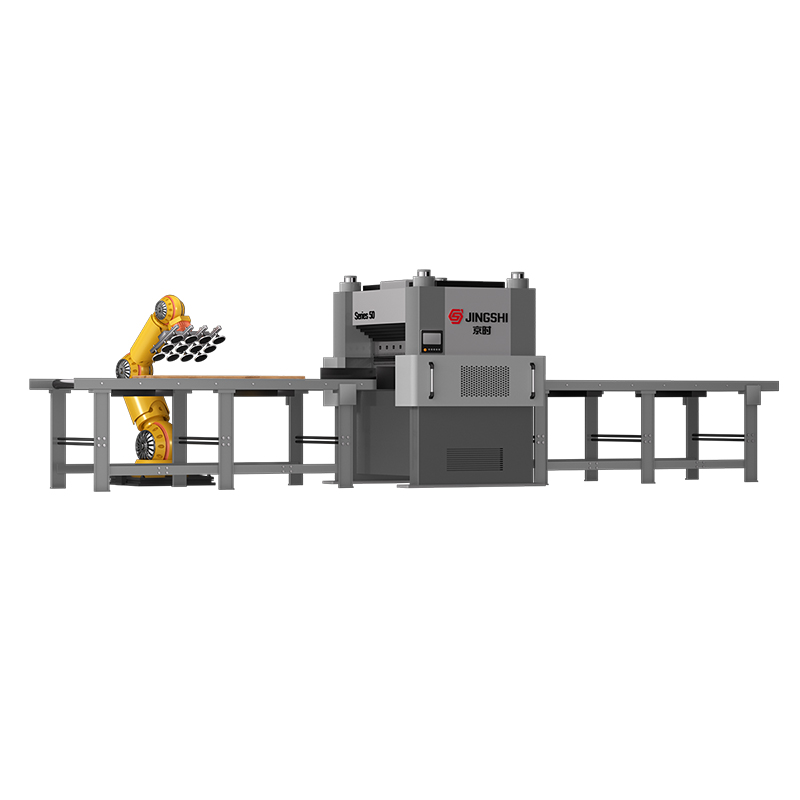
Inteligentni hidraulički precizni stroj za niveliranje serije 50 s četiri stupa
-

Visokoučinkovit hidraulički stroj za niveliranje s debelim pločama serije 60
-

Izuzetno precizni hidraulički hidraulički stroj za niveliranje serije 80 za teške uvjete rada
-

Serija 100, hidraulički precizni stroj za niveliranje velikih radnih komada
Hidraulički strojevi za ravnanje koriste hidraulički pogon kao svoj osnovni izvor energije i opremljeni su s višestrukim setovima valjaka za ravnanje (uključujući radne valjke, srednje valjke i potporne valjke). Preciznom kontrolom sile prešanja i broja ciklusa savijanja, lim se podvrgava naizmjeničnoj "elastično-plastičnoj" deformaciji, čime se u konačnici postižu unaprijed postavljeni zahtjevi ravnosti. Ova specijalizirana oprema može obrađivati različite metalne materijale (aluminij, bakar, čelik, legure titana, itd.) s debljinama u rasponu od 0,1 mm (ultra tanka bakrena folija) do 60 mm (debele ploče od posebnih legura).
O nama
Suzhou JingShi Intelligent Equipment Co., Ltd.
Osnovana 2016. godine sa sjedištem u Suzhouu, Kina, Suzhou JingShi Intelligent Equipment Co., Ltd. je integrirano visokotehnološko poduzeće koje objedinjuje istraživanje, proizvodnju i trgovinu. Specijaliziramo se za hidrauličke precizne strojeve za ravnanje i inteligentne proizvodne linije, Prilagođeni precizni hidraulički stroj za ravnanje, posvećeni pružanju rješenja za završnu obradu lima visoke preciznosti, učinkovitosti i stabilnosti proizvođačima diljem svijeta.
Kao Proizvođači hidrauličkih strojeva za ravnanje i Dobavljači preciznih strojeva za ravnanje u Kini, naša oprema se široko koristi u automobilskim dijelovima, preciznom limu, komponentama dizala, poljoprivrednim strojevima, pilama, preciznom prešanju, proizvodnji profila i električnim primjenama. Kroz kontinuirane inovacije i tehničku izvrsnost, JingShi je postao pouzdan partner proizvođačima diljem svijeta.
Kao Proizvođači hidrauličkih strojeva za ravnanje i Dobavljači preciznih strojeva za ravnanje u Kini, naša oprema se široko koristi u automobilskim dijelovima, preciznom limu, komponentama dizala, poljoprivrednim strojevima, pilama, preciznom prešanju, proizvodnji profila i električnim primjenama. Kroz kontinuirane inovacije i tehničku izvrsnost, JingShi je postao pouzdan partner proizvođačima diljem svijeta.
Povratne informacije
Potvrda o časti




Ostanite povezani, uvidi & Inovacije iz JingShija
-

 Vijesti iz industrije
Vijesti iz industrije
 2026.07.08
1. Uvod u uređaje za podizanje panela Svake godine proizvođači gube tisuće sati na sporo, ručno rukovanje pločama. Jedan radnik koji premješta 50 kg aluminijskih limova...
2026.07.08
1. Uvod u uređaje za podizanje panela Svake godine proizvođači gube tisuće sati na sporo, ručno rukovanje pločama. Jedan radnik koji premješta 50 kg aluminijskih limova... -
Vijesti iz industrije
2026.06.05
Zašto je niveliranje lima važno: skriveni trošak neravnih dijelova List čelika veličine 4 × 8 stopa od kalibra 14 dolazi s laserskog rezača s rubnim valom od 2 mm. Bez ...
-
Vijesti iz industrije
2026.05.11
Što ravnalicu čini "preciznom"? Standardni valjkasti nivelir ravna metal prolaskom kroz skup pomaknutih valjaka — učinkovit za opću ravnost, ali nije napravljen za nisk...
-
Vijesti iz industrije
2026.05.07
Zalijepite vakuumsku čašicu na stakleni prozor i ona će trajati mjesecima. Pritisnite istu šalicu na neobrađenu drvenu dasku i ona sklizne za nekoliko sekundi. Razlika nije u...
Industrijsko znanje
Kako promjer i uspon valjka određuju "prozor koji se može obraditi"
Kupci se često usredotočuju na nazivni raspon debljine, ali praktična granica je postavljena odnosom između promjera valjka, koraka valjka (središnja udaljenost) i granice razvlačenja materijala. Manji radni valjci i čvršći korak povećavaju frekvenciju savijanja, pomažući eliminirati kratkovalne nedostatke; veći promjeri povećavaju nosivost i smanjuju rizik od površinskih oznaka na mekšim legurama.
Što provjeriti pri usporedbi strojnih citata
- Promjer i uspon radnog valjka: manji/čvršći obično poboljšava korekciju kratkog vala, ali povećava kontaktni pritisak.
- Metoda podešavanja srednjeg/potpornog valjka: mehanička naspram hidrauličke, utječe na to koliko dobro stroj drži kontrolu krune pod opterećenjem.
- Čvrstoća okvira i dizajn spone: krutost je skriveni pokretač ponovljivosti pri obradi čelika visoke čvrstoće.
- Strategija zaštite površine: za aluminij/bakar, raspitajte se o završnoj obradi valjkom i odredbama za čišćenje kako biste smanjili skupljanje.
Ako dijelite tipične kvalitete legura i valne duljine grešaka, možemo unaprijed uskladiti konfiguraciju valjka s vašim stvarnim spektrom grešaka umjesto da se oslanja na generičke oznake "raspona debljine".
Ravnost nije jedna metrika: odredite što ćete mjeriti i kako
"Ravan" može značiti različite stvari ovisno o tome je li vaš daljnji proces štancanje, lasersko rezanje ili precizno sastavljanje. Specifikacije nabave trebale bi definirati metodu mjerenja (ravnalo, optičko, referentna razina napetosti, CMM uzorkovanje), duljinu uzorkovanja i vrstu greške koju kontrolirate (rubni val, središnja kopča, set svitaka, samostrel).
| Element specifikacije | Zašto je to važno | Praktičan primjer |
|---|---|---|
| Duljina uzorkovanja / mreža | Kratko uzorkovanje skriva dugovalne nedostatke; dugo uzorkovanje skriva kratkovalne valove. | Izmjerite preko 1 m za ploču; čvršća rešetka za precizne listove. |
| Imenovanje vrste kvara | Različiti nedostaci zahtijevaju različitu strategiju roller/pitch. | Rubna kopča u odnosu na središnju kopču zahtijeva različitu kontrolu krune. |
| Stanje napetosti | Materijal može izgledati ravnije pod napetostima nego u slobodnom stanju. | Definirajte ravnost u "slobodnom stanju" nakon rasterećenja. |
| Stanje temperature / podmazivanja | Toplinski rast i podmazivanje mijenjaju trenje i opružni povrat. | Provjerite ponovljivost na stabilnoj temperaturi linije. |
Za kupce visoke preciznosti, ključno je uskladiti testiranje prihvatljivosti s vašom stvarnom osjetljivošću nizvodno; najbolji rezultat izravnavanja je onaj koji možete dosljedno provjeravati .
Sila pritiska naspram ciklusa savijanja: kako izbjeći "danas ravno, sutra iskrivljeno"
Hidraulički niveliri postižu ravnost naizmjeničnom elastično-plastičnom deformacijom. Dvije poluge dominiraju: (1) raspodjela sile pritiskanja preko kompleta valjaka i (2) broj efektivnih ciklusa savijanja. Pretjerana pogonska sila za "forsiranje ravnosti" može pohraniti zaostalo naprezanje i dovesti do kasnijeg izobličenja nakon rezanja, zavarivanja ili unosa topline.
Konstruktivne smjernice za nabavu
- Zatražite demonstrirane prozore postavki: ne jedan recept, već stabilan raspon sile i prodiranja koji održava ravnost.
- Provjerite "stabilnost nakon procesa": izrežite kupone i ponovno provjerite ravnost nakon rezanja/laserskog rezanja kako biste otkrili probleme s preostalim naprezanjem.
- Potvrdite podršku za više zona: srednji/potporni valjci trebali bi pomoći u raspodjeli opterećenja i smanjiti lokalno prekomjerno savijanje.
U našoj praksi puštanja u rad, programi koji se najviše ponavljaju oslanjaju se na umjereno prodiranje s dovoljnim ciklusima savijanja , ne maksimalnu snagu.
Hidrauličko upravljanje zatvorenom petljom je prava razlika u ponovljivosti
Hidraulički pogon je moćan, ali ono što bi kupci trebali procijeniti je upravljačka arhitektura: sama kontrola tlaka nije isto što i kontrola zatvorene petlje sile/položaja na točkama izravnavanja. Drift, temperatura ulja i odziv ventila utječu na svakodnevnu dosljednost više nego glavna tonaža.
Pitanja koja kontroliraju kvalitetu u Zahtjevu za ponudu
- Kontrolira li sustav razmak valjka/prodor (položaj), silu cilindra ili samo hidraulički tlak?
- Kako se upravlja temperaturom ulja i kako se kompenzira (hlađenje, podešavanje s obzirom na viskoznost, rutine zagrijavanja)?
- Koji se senzori koriste (pretvarači tlaka, linearne vage, mjerne ćelije) i kako se kalibriraju?
- Postoji li upravljanje receptima s parametrima povezanim s materijalom za brze promjene?
Za masovnu proizvodnju, ponovljivost je poluga profita: stabilna kontrola smanjuje ponovne radove i zastoje . To je upravo ono na što smo usredotočili naša hidraulička precizna rješenja za niveliranje.
Kada je "široko" tvrđe od "debljeg": kontrola krune i suzbijanje rubnih valova
Široke ploče često se ne prihvaćaju zbog rubnog vala ili središnje kopče uzrokovane nejednolikim naprezanjem po širini. Ovdje se manje radi o ukupnoj sili, a više o tome kako stroj održava dosljedno savijanje po širini pod opterećenjem. Srednji i potporni valjci postoje iz ovog razloga: da stabiliziraju radne valjke i upravljaju ponašanjem krune.
Što potvrditi za široke materijalne programe
- Omjer širine i debljine: visoki omjeri povećavaju osjetljivost krune i zahtijevaju jaču strategiju potpornog valjka.
- Zoniranje potpornog valjka: veća granularnost prilagodbe poboljšava ispravljanje problema s lokaliziranim rubovima.
- Deformacija okvira pod opterećenjem: zatražite podatke o deformaciji za ciljnu propusnost i čvrstoću materijala.
Praktičan zaključak: navođenje samo debljine nije dovoljan podsjetnik za uspjeh širokog lista ; uključite širinu, granicu razvlačenja i vrstu greške u kupovnoj specifikaciji.
Ugađanje specifično za materijal: aluminij, bakrena folija, čelik visoke čvrstoće i legure titana
Jednostruka precizni hidraulični strojevi za niveliranje može obraditi mnoge legure, ali kupci na veliko imaju koristi od planiranja prozora procesa prema obitelji materijala. Razlike u ponašanju popuštanja, opružnom povratu i površinskoj osjetljivosti izravno utječu na odabir valjaka, zahtjeve za podmazivanjem i čistoćom. Hidraulički niveliri mogu pokriti ekstremne raspone— 0,1 mm do 60 mm — ali operativne prakse ne treba tretirati kao međusobno zamjenjive.
Praktične upute za ugađanje prema obitelji materijala
- Aluminij: dajte prednost površinskoj zaštiti i stabilnom trenju; izbjegavajte skupljanje uz disciplinirano čišćenje i kontrolirani kontaktni pritisak.
- Bakrena folija / ultratanka: fokus na završnu obradu valjka, rukovanje napetostima i kontrolu vibracija; male smetnje mogu se ispisati.
- Čelik visoke čvrstoće: dominiraju krutost okvira i strategija potpornih valjaka; potvrdite da stroj održava postavke pod stalnim opterećenjem.
- Legure titana: očekujte veću oprugu; oslanjaju se na savijanje u više ciklusa i dosljednu kontrolu temperature za ponovljivost.
Kada gradimo programe za pogone mješovitih materijala, preporučujemo definiranje recepti vezani uz materijal kako bi promjene bile predvidljive.
Podaci o RFQ-u koji sprječavaju nedovoljno i pretjerano specifikacije (i skraćuju puštanje u rad)
Rizik masovne nabave obično proizlazi iz nedostatka konteksta procesa: dobavljači će ili predimenzionirati stroj "kako bi bili sigurni" ili ga smanjiti samo na temelju debljine. Sažeti paket podataka omogućuje točan odabir i smanjuje vrijeme puštanja u pogon.
| Kategorija | Što pružiti | Zašto ga trebaju prodavači |
|---|---|---|
| Definicija materijala | Legura/razred, raspon granice razvlačenja, tvrdoća (ako je dostupna) | Određuje povratnu oprugu i potrebnu energiju savijanja |
| Geometrija | Raspon debljina, raspon širina, duljina, oblik namotaja/ploča | Utječe na izbor nagiba valjka i strategiju krune/potpore |
| Profil kvara | Rubni val/središnja kopča/samostrel/komplet; valna duljina kvara ako je poznata | Poravnava konfiguraciju valjaka sa stvarnim problemom ravnosti |
| Ciljani ishod | Uzorkovanje metode mjerenja metrike ravnosti | Sprječava sporove oko naručivanja i neusklađena očekivanja |
| Propusnost | Brzina linije, vrijeme takta, veličina serije, učestalost promjene | Određuje razinu automatizacije, hidraulički odziv, rukovanje receptima |
| Nizvodna ograničenja | Koraci rezanja/zavarivanja/prešanja, dopušteni rizik od zaostalog naprezanja | Vodi strategiju "sila protiv ciklusa" za stabilne dijelove |
Potpuni paket podataka Zahtjeva za ponudu često je najbrži način za smanjenje ukupnih troškova projekta — ne odabirom najjeftinijeg stroja, već izbjegavanjem nepravilnog uklapanja i prerade.
Održavanje koje štiti preciznost: čistoća ulja, trošenje valjaka i disciplina kalibracije
Precizno niveliranje osjetljivo je na male promjene u trenju, geometriji valjaka i hidrauličnom odzivu. Mnogi "tajnoviti problemi ravnosti" povezuju se s kontaminacijom uljem, postupnim trošenjem valjaka ili pomakom u mjernim referencama, a ne samom konceptu niveliranja.
Preventivne prakse koje čuvaju točnost
- Upravljanje čistoćom ulja: filtriranje i uzorkovanje smanjuju zapinjanje ventila i nestabilnost sile.
- Provjera valjka: nadzirite površinsko skupljanje, mikro-udubine i promjene promjera koje mijenjaju učinkovito prodiranje.
- Kalibracija senzora: povratna informacija o tlaku/položaju pouzdana je onoliko koliko je pouzdana i njegova rutina kalibracije.
- Disciplina čišćenja za obojene metale: sprječava ugrađene čestice da utiskuju greške u list.
| Interval | Stavka fokusa | Zašto je to važno |
|---|---|---|
| Po smjeni | Čišćenje valjka i vizualna provjera površine | Sprječava tragove povezane s podizanjem i zanošenje zbog trenja |
| Tjedni | Pregled hidrauličkog curenja/temperature; filter diferencijalni tlak | Stabilizira odgovor kontrole i smanjuje rizik od kontaminacije |
| Mjesečno | Uzorkovanje ulja; provjere ispravnosti senzora | Rano otkriva zanošenje prije nego što postane otpad |
| Tromjesečno | Provjera geometrije valjka; inspekcija poravnanja | Štiti ponovljivost pri radu velike količine |
Sa stajališta kupca, održavanje je dio vaše sposobnosti ravnosti ; to treba planirati zajedno s rezervnim dijelovima i obukom.
Integracija precizne ravnalice u inteligentnu proizvodnu liniju
Za masovnu proizvodnju, nivelir rijetko stoji sam. Najbolji ROI pojavljuje se kada program za niveliranje, praćenje materijala i prateća oprema (razmotavač, dodavač, škare, slaganje, inspekcija) dijele podatke. Ovo je mjesto gdje inteligentni linijski sustavi smanjuju varijabilnost i ovisnost o operatoru.
Pojedinosti integracije koje kupci trebaju navesti
- Prijenos recepta: ID materijala automatski pokreće parametre niveliranja kako bi se skratilo vrijeme postavljanja.
- Stabilnost napetosti uzvodno: kontrola odmotavača/dodavača utječe na prividnu ravnost i ponovljivost.
- Nizvodna inspekcijska petlja: povežite povratnu informaciju o mjerenju ravnosti s usavršavanjem programa (gdje je primjenjivo).
- Bilježenje podataka: pohranite ključne parametre (sila/položaj, brzina, temperatura) za praćenje nedostataka i smanjenje otpada.
Kao integrirani proizvođač precizni hidraulični strojevi za niveliranje i linijski sustavi, dizajniramo sučelja tako da su vaši dobici u propusnosti stvarni, a ne teoretski .
Cjelovitost površine je važna: spriječite tragove valjka, skupljanje i mikroogrebotine
Veliki kupci automobilskih dijelova, komponenti dizala i precizne završne obrade limova često odbijaju materijal ne zbog ravnosti, već zbog površinskih defekata uvedenih tijekom izravnavanja. Glavni uzroci su obično onečišćenje (ugrađene čestice), nedovoljna disciplina čišćenja, neodgovarajuće stanje površine valjka ili pretjerani lokalni kontaktni pritisak.
Praktične kontrole koje smanjuju otpad vezan uz površinu
- Definirajte dopuštenu hrapavost površine i ciljane završne obrade za radne valjke za vaše osjetljive legure.
- Provedite postupno čišćenje: povremeno brisanje/četkanje uzvodno čišćenje valjkom kako biste spriječili nakupljanje skupljanja.
- Kontrolirajte kontaktni pritisak: preferirajte postavke koje postižu ravnost bez "pretjeranog prodiranja" kada je površina kritična.
- Plan za rukovanje neželjeznim metalima: aluminij i bakar zahtijevaju strožu kontrolu onečišćenja od općeg rada na čeliku.
U testiranje prihvatljivosti uključite i kriterije ravnosti i površine kako bi linija bila validirana upotrebljive dijelove, a ne samo "ravne listove" .
Kontaktirajte nas
-

-

+ 86 - 4008006155 / + 86 - 512-66064950
-

+ 86 - 13732649503
-

+ 86 - 512-66510623
-

88 Lingshan Road, Xukou Town, Wuzhong District, Suzhou City, Jiangsu Province, China
Autorsko pravo © 2025 od Suzhou JingShi Intelligent Equipment Co., Ltd. Sva prava pridržana. Dobavljači preciznih strojeva za ravnanje
